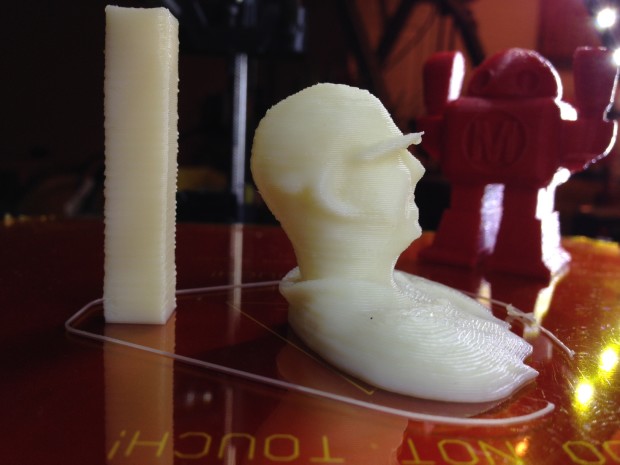
A little trick we use is to design and place a little tower as tall as your print and position it close to your object. When you print these parts together, the tower does two things: 1) it allows the layers of your primary object more time to cool, which reduces the tendency to curl, and 2) allow the nozzle to stay clean and not drool, compared to other non-fan cooling methods such as “slow” and “orbit CRACKING ON TALLER PRINTS
Problem: “There are layer cracks on the sides of my taller prints.” This cracking phenomenon can occur with taller prints. The reason is because at higher layers (say from ~30mm on a typical Reprap), the part cools quicker and has less “help” from the heated bed. Therefore, subsequent layers cool down faster and faster which causes poor layer adhesion. Try increasing the extruder temperature by about 10C. Also, try increasing the bed temperature between 5-10C.
1 Comment
|
 Archives
August 2023
Categories |
 RSS Feed
RSS Feed